Médias céramiques vs médias plastiques : comment choisir le bon média de polissage
Apr 29 , 2026
Médias céramiques vs médias plastiques : comment choisir le bon média de polissage
Le choix entre médias céramiques et médias plastiques est une décision cruciale dans un processus de finition de masse. Un média adapté permet d'éliminer les bavures, de lisser les arêtes, d'améliorer l'homogénéité de surface et de réduire le travail manuel. À l'inverse, un média inadapté peut endommager les pièces, engendrer des finitions médiocres, se loger dans les trous ou allonger inutilement le temps de cycle.
Ce guide explique les différences de comportement des médias de polissage en céramique et en plastique, les domaines d'application de chaque type et comment choisir l'option la plus adaptée à votre matériau, à l'état des bavures, à la géométrie de la pièce et à la finition souhaitée.
Réponse rapide :
Les médias céramiques sont généralement plus adaptés aux opérations de coupe puissantes, à l'ébavurage et au cassage d'arêtes. Les médias plastiques sont généralement plus adaptés aux métaux tendres, aux pièces délicates, au prépolissage et à la réduction des dommages entre pièces. Le choix final doit également tenir compte de la forme et de la taille des médias, des perforations des pièces, de la surface cible et des résultats des essais réalisés.
Qu'est-ce qu'un média céramique ?
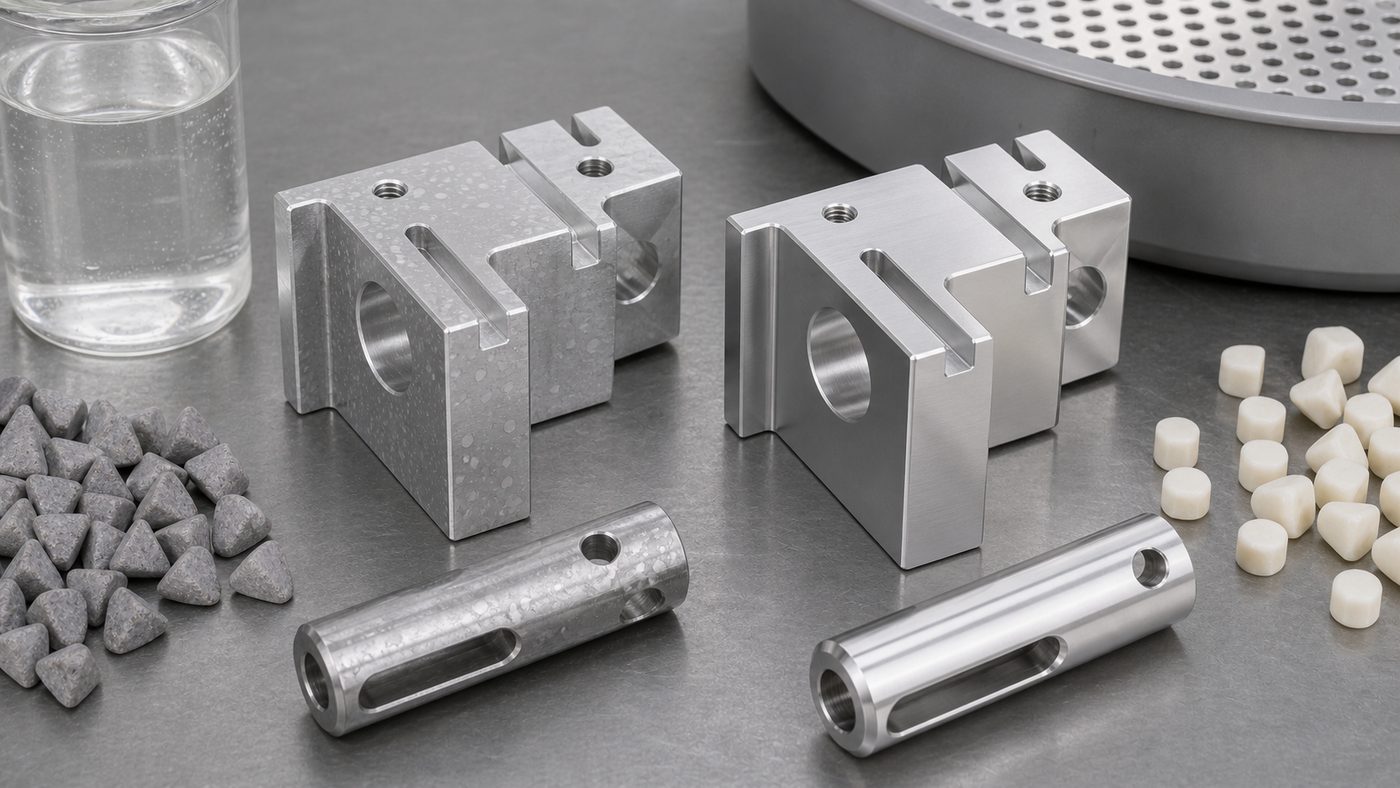
Médias céramiques
Il s'agit d'un média de polissage dense, composé de matériaux abrasifs agglomérés en différentes formes, telles que des triangles, des cylindres, des facettes angulaires, des cônes et des billes. Plus dur et plus lourd que les médias en plastique, il offre généralement une action de coupe plus puissante.
Les médias céramiques sont souvent utilisés lorsque les pièces nécessitent l'élimination des bavures, l'arrondi des bords, l'élimination des oxydes, l'élimination du tartre ou un lissage général de la surface avant un polissage, un revêtement, un plaquage ou un assemblage ultérieurs.
avantages communs des supports céramiques
Bonne force de coupe pour les bavures moyennes à importantes.
Durée de vie longue comparée à de nombreux supports plus souples.
Convient pour l'acier, l'acier inoxydable, le fer, le cuivre, le laiton et de nombreuses pièces moulées.
Disponible en de nombreuses formes et tailles pour s'adapter à différentes géométries de pièces.
Fonctionne bien dans de nombreux cas
machine de finition vibratoire
applications.
Qu'est-ce qu'un support plastique ?
supports plastiques
Plus léger que les médias céramiques, il est couramment utilisé pour les métaux tendres ou les pièces nécessitant une finition plus douce. Il est souvent privilégié pour l'aluminium, les alliages de zinc, le laiton, les alliages de magnésium et les pièces moulées sous pression, où des médias plus agressifs risqueraient de provoquer des marques, des éraflures ou un arrondi excessif des arêtes.
Les médias plastiques sont également utiles lorsque l'objectif est de créer une surface de pré-polissage plus lisse au lieu de simplement éliminer les bavures importantes.
avantages communs des supports plastiques
Action plus douce sur les métaux tendres et les pièces décoratives.
Risque de dommages entre pièces plus faible qu'avec des supports plus lourds.
Idéal pour les pièces moulées sous pression en aluminium, les pièces en alliage de zinc et les pièces usinées avec précision.
Utile pour le pré-polissage et le lissage de surface avant la finition finale.
Disponible en formes coniques, pyramidales, en coin et autres pour les surfaces complexes.
Les médias céramiques offrent généralement une coupe plus puissante, tandis que les médias plastiques sont souvent utilisés pour les matériaux plus tendres et une finition de surface plus contrôlée.
Comparaison des supports céramiques et des supports plastiques
Facteur
Médium céramique
Médias plastiques
force de coupe
action de coupe moyenne à forte
action de coupe légère à moyenne
Poids du média
Plus lourd, force d'impact plus importante
Plus léger, plus doux pour les parties
Idéal pour
Acier, acier inoxydable, fer, alliages plus durs, pièces moulées
Aluminium, alliage de zinc, laiton, alliage de magnésium, métaux plus tendres
Objectif typique
Ébavurage, cassage d'arêtes, détartrage, lissage de surface
Pré-polissage, ébavurage léger, finition de surface, réduction des dommages
Risque
Peut être trop agressif pour les parties délicates ou molles.
Peut être trop lent pour les grosses bavures ou les matériaux durs.
Résultat de surface
Des marques de coupe plus prononcées sont utilisées avec des calibres agressifs.
Surface plus lisse et mieux contrôlée avant le polissage
Comment choisir le bon média
Le choix d'un média de coupe adapté commence par la pièce elle-même, et non par le catalogue. Avant de sélectionner un type de média, vérifiez le matériau, les dimensions de la pièce, la taille des bavures, la surface cible, les dimensions des trous, la largeur des fentes et la résistance aux chocs de la pièce.
Choisissez des supports céramiques lorsque...
Le biseau est moyen ou fort.
Le matériau est plus dur ou plus résistant à l'usure.
Il faut procéder à un ébavurage avant le revêtement ou l'assemblage.
Le temps de cycle doit être efficace pour la production par lots.
Choisissez un support plastique lorsque...
La pièce est en aluminium, en alliage de zinc ou en un autre métal plus tendre.
La surface doit être exempte de bosses ou de marques d'impacts importants.
Un léger ébavurage ou un prépolissage est nécessaire.
La pièce comporte des surfaces décoratives ou visibles.
Ne négligez pas la forme et la taille du support.
Le choix du matériau de polissage n'est qu'un aspect de la décision. La forme et la taille sont tout aussi importantes. Un bon matériau doit atteindre la surface à polir sans se loger dans les trous, les filetages, les fentes ou les cavités borgnes.
Pour les pièces à géométrie complexe, testez différentes formes avant la production en série. Les abrasifs triangulaires conviennent parfaitement aux angles et aux surfaces planes, tandis que les abrasifs coniques ou pyramidaux permettent d'atteindre des arêtes plus variées. Les formes arrondies peuvent réduire le risque de blocage dans certaines pièces, mais peuvent s'avérer moins efficaces dans les zones étroites.
La machine et le composé influencent également le résultat.
Un même média peut se comporter différemment dans différentes machines. Un bol vibrant standard,
vibrateur de baignoire
,
machine de finition de fût
, ou système de finition centrifuge, peuvent tous créer différents modèles de contact entre les pièces et le média.
Composés de finition
Ils sont également importants. Ils contribuent à nettoyer la surface, à contrôler la mousse, à améliorer la lubrification, à mettre en suspension les particules détachées et à stabiliser le processus de finition. Si la concentration du composé ou le débit d'eau sont inadéquats, même le média approprié peut donner des résultats instables.
Erreurs de sélection courantes
Le choix des médias céramiques uniquement parce qu'ils coupent plus vite, même lorsque la pièce est tendre ou facilement endommageable.
Choisir des médias en plastique pour les grosses fraises qui nécessitent une action de coupe plus puissante.
Ne tenez pas compte des trous, fentes, filetages et cavités internes avant de choisir la taille du support.
Utiliser un seul type de support pour chaque matériau et chaque forme de pièce.
Juger le processus uniquement d'après l'aspect de surface, sans vérifier le temps de cycle, le blocage, la séparation et les retouches manuelles.
Méthode de test recommandée
Pour une nouvelle pièce, les essais d'échantillons doivent comparer au moins deux ou trois options de médias de coupe. Ces essais doivent mesurer l'élimination des bavures, l'état des bords, l'uniformité de la surface, les dommages causés à la pièce, le dépôt de médias, l'efficacité de séparation et la durée totale du cycle.
Une plage de réglage initiale typique peut inclure différents matériaux, formes et dimensions. Les réglages finaux doivent être testés sur des pièces d'essai, car de petites modifications de la géométrie des pièces peuvent complètement changer le résultat.
Solutions connexes
Si vous comparez des supports pour un véritable projet de production, ces pages peuvent vous aider à examiner le matériel et les consommables :
Médium céramique
Médias plastiques
Médias de broyage
Machine de finition vibratoire
Applications de finition
Besoin d'aide pour choisir votre média de polissage ?
Veuillez nous indiquer la matière, les dimensions, l'état des bavures, la finition de surface actuelle, la finition souhaitée et la quantité à produire. JINTAIJIN vous conseillera sur les médias céramiques, les médias plastiques et les composés les plus adaptés, ainsi que sur la procédure de test d'échantillons.
Contactez notre équipe de finition pour obtenir de l'aide concernant la sélection des médias.











 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge 









 +86-592-2381506
+86-592-2381506 