









Comment finir des pièces d’instruments médicaux sans rayures, résidus ou bords arrondis
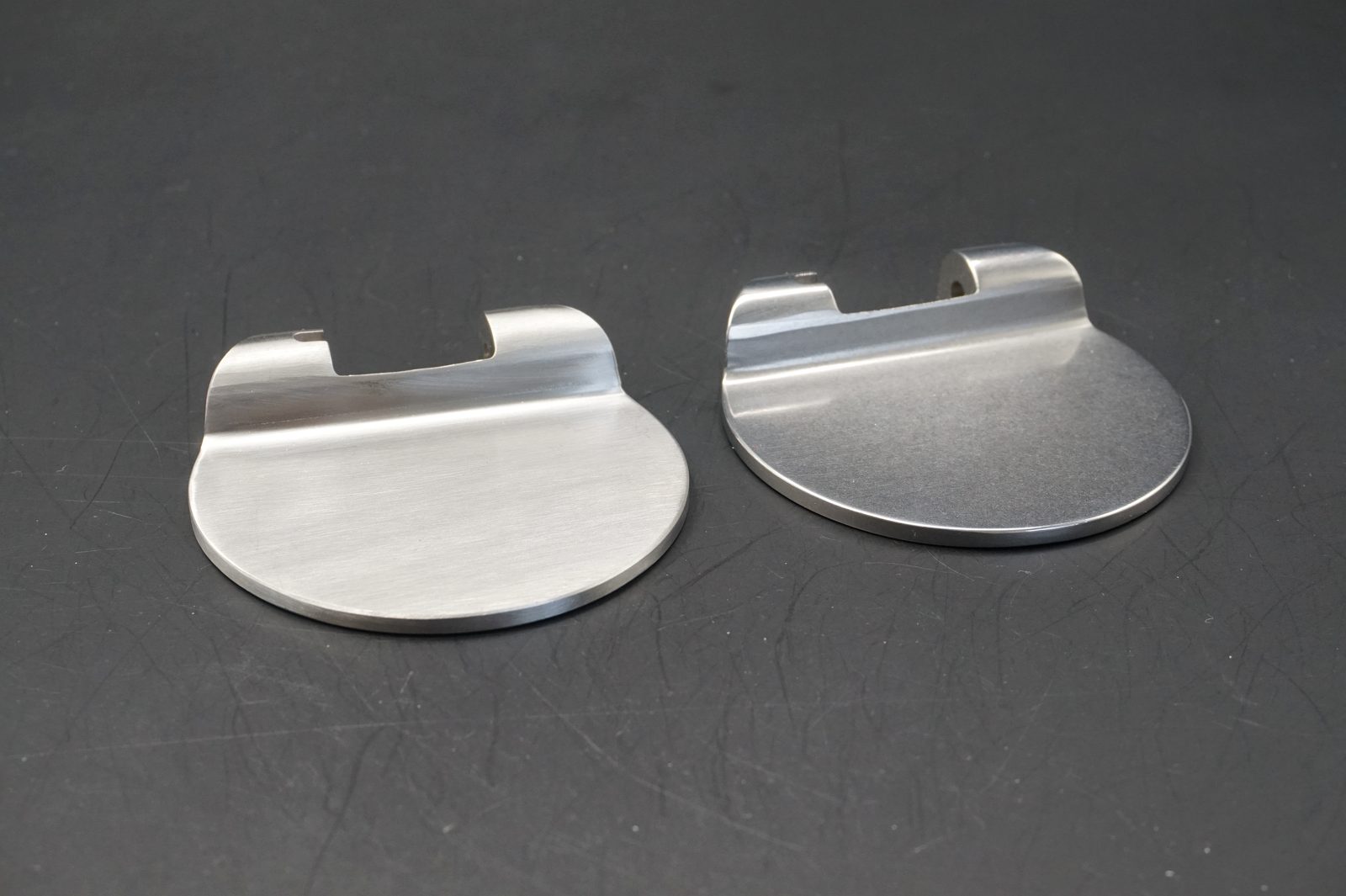
Les pièces d’instruments médicaux et les composants métalliques de précision ont souvent des exigences de surface strictes. La pièce doit être propre, lisse et homogène, mais les arêtes critiques, les trous, les zones de charnière et les surfaces de contact ne doivent pas être excessivement arrondis ou endommagés. Un processus de finition adapté au matériel général peut créer des rayures, des résidus, une texture irrégulière ou une perte excessive des arêtes sur ces pièces.
Cet article explique comment diagnostiquer les défauts courants de finition sur les pièces d’instruments médicaux et comment mettre en place un processus plus contrôlé d’ébavurage, de lissage et de polissage pour les composants de précision.
Pourquoi les pièces d’instruments médicaux sont faciles à endommager pendant la finition
De nombreuses pièces d’instruments médicaux sont fabriquées en acier inoxydable ou en d’autres alliages résistants à la corrosion. Ces matériaux peuvent être solides, mais la géométrie des pièces est souvent fine, courbée ou usinée avec précision. De petits changements au niveau des arêtes ou des surfaces peuvent affecter l’assemblage, l’apparence ou les résultats d’inspection.
Le principal défi est l’équilibre. Le processus doit éliminer les bavures, lisser les marques d’usinage et améliorer la surface sans créer de nouveaux défauts. Si le média est trop agressif, les arêtes deviennent arrondies. Si le processus est trop doux, les bavures et les marques d’outil persistent.
Diagnostiquer le défaut avant de modifier le processus
Ne considérez pas tous les problèmes de surface comme des problèmes de polissage. Les rayures, les surfaces ternes, les résidus et les bords arrondis ont des causes différentes. Le tableau ci-dessous aide à distinguer le problème avant de choisir le média ou de modifier le temps de cycle.
| Défaut | Cause probable | À vérifier | Ajustement recommandé |
|---|---|---|---|
| De fines rayures persistent après la finition | Média trop grossier ou marques d’outil trop profondes | Rugosité initiale, grade du média, séquence de processus | Ajouter une étape de lissage contrôlée avant le polissage final |
| Les arêtes sont trop arrondies | Temps de cycle trop long ou action de coupe trop forte | Rayon des arêtes, type de média, durée de traitement | Réduire le temps de coupe et tester un média plus doux |
| Résidus ou film gris persistants | Eau sale, mauvais composé, fines métalliques | Clarté de l’eau, concentration du composé, propreté du média | Améliorer le rinçage et utiliser un composé de finition adapté |
| Les trous ou zones de charnière présentent encore des bavures | Le média n’atteint pas les zones critiques | Taille des trous, largeur des fentes, forme du média | Tester la forme et la taille du média par rapport à la géométrie réelle |
| La surface varie d’une pièce à l’autre | Charge de lot trop élevée ou pièces qui se protègent mutuellement | Rapport pièce/média, emboîtement, densité de chargement | Réduire la charge et améliorer le support du média autour des pièces |
Choisir le média pour la caractéristique critique
La sélection du média doit commencer par la zone la plus sensible de la pièce. Pour les composants d’instruments médicaux, il peut s’agir d’une arête fine, d’une fente de charnière, d’une surface de contact, d’un trou ou d’une face courbe. Si le média ne peut pas atteindre cette zone, les bavures persistent. Si le média est trop agressif, la caractéristique peut perdre sa définition.
Média céramique peut être utile pour une coupe et un lissage contrôlés, mais il doit être sélectionné avec soin pour les pièces de précision. Pour des surfaces plus délicates, Média plastique ou une étape de finition plus fine peuvent réduire les marques d’impact et la sur-coupe.

Contrôler la charge de lot pour éviter les marques entre pièces
Les rayures et les impacts proviennent souvent du contact entre pièces, et non du seul média. Si les pièces sont fines, courbées ou ont des surfaces visibles polies, un lot trop chargé peut générer plus de reprises qu’il n’en évite.
Un machine de finition vibratoire peut traiter efficacement de nombreuses pièces de précision, mais le rapport de charge doit être testé. Il doit y avoir suffisamment de média pour séparer et soutenir les pièces pendant le mouvement. Pour des composants longs ou fragiles, un vibrateur à cuve ou une méthode de chargement spéciale peut offrir un meilleur contrôle.
Utiliser un composé et un rinçage pour éviter les résidus
Les résidus sont un problème sérieux pour les pièces de précision car ils peuvent se loger dans les trous, fentes ou zones de charnière. Composés de finition aident à suspendre les fines métalliques, améliorer le nettoyage, contrôler la mousse et réduire les taches. Le composé doit être adapté au matériau et à l’état de surface requis.
Si les pièces semblent correctes lorsqu’elles sont humides mais présentent un film après séchage, vérifiez la qualité du rinçage, la propreté de l’eau, la concentration du composé et la vitesse de séchage. Pour les pièces à haute exigence esthétique, l’étape de nettoyage et de séchage doit être considérée comme faisant partie du processus de finition, et non comme une étape secondaire.
Quand un processus en deux étapes est plus sûr
Les pièces de précision nécessitent souvent plus d’une étape. Une étape agressive peut éliminer rapidement les bavures, mais elle peut aussi arrondir les arêtes ou laisser une surface mate. Un processus en plusieurs étapes offre un meilleur contrôle.
- Étape 1 : léger ébavurage ou lissage pour éliminer les arêtes vives et les marques d’usinage.
- Étape 2 : finition plus fine ou polissage pour améliorer la texture et l’apparence.
- Nettoyage final : rincer et sécher rapidement les pièces pour éviter les résidus, les traces d’eau ou la contamination piégée.
- Inspection : vérifier les trous, les fentes, les arêtes et les surfaces de contact sous un éclairage constant.
Erreurs courantes à éviter
- Utiliser des abrasifs trop agressifs pour résoudre tous les problèmes de bavures.
- Prolonger le temps de cycle jusqu’à ce que les arêtes de précision deviennent arrondies.
- Ignorer le contact pièce contre pièce dans des lots denses.
- Choisir des médias sans vérifier les trous, les zones de charnière et les fentes.
- Omettre le rinçage et le contrôle du séchage après une finition humide.
- Juger uniquement la surface visible en oubliant les résidus dans les zones cachées.
Solutions associées
Si vous développez un processus de finition stable pour des pièces d’instruments médicaux ou d’autres composants de précision, ces pages peuvent vous aider à comparer les machines, médias et composés adaptés :
Besoin d’un processus de finition contrôlé pour des pièces de précision ?
Envoyez-nous le matériau de vos pièces, des photos, des dessins, les emplacements des bavures, les arêtes critiques, les exigences de surface et la quantité de lot. JINTAIJIN peut vous aider à déterminer si votre processus nécessite des médias différents, un processus de finition en plusieurs étapes, un nettoyage amélioré ou une configuration de machine plus contrôlée.
Contactez notre équipe de finition pour une assistance en finition de pièces de précision
 +86-592-2381506
+86-592-2381506 




 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge 