Comment choisir une machine de finissage vibratoire pour la production par lots
May 19 , 2026
Finition de surface
Comment choisir une machine de finition vibratoire pour la production par lots
Lorsque les fabricants sont confrontés à des défis de finition de surface, la cause profonde n’est souvent pas celle qu’ils soupçonnent au départ. Les pièces reviennent du tribofinissage avec des résultats incohérents — certaines semblent acceptables, d’autres présentent des défauts nécessitant une reprise ou une mise au rebut. La clé pour résoudre ces problèmes est de comprendre les variables de procédé qui contrôlent réellement le résultat.
Le processus de finition implique de multiples variables interagissantes : type de média, réglages de la machine, chimie des composés, qualité de l’eau, chargement des pièces et manipulation post-processus. Lorsqu’une variable est incorrecte, tout le lot peut être affecté. Une approche diagnostique systématique — plutôt que des ajustements par essais et erreurs — conduit à des solutions plus rapides et à des résultats plus constants.
Réponse rapide: Commencez par identifier le motif exact des défauts visibles sur vos pièces. Faites correspondre le symptôme à une cause probable, vérifiez la variable de procédé pertinente et effectuez un ajustement ciblé. Évitez l’erreur courante consistant à prolonger le temps de cycle ou à passer à un média plus agressif sans d’abord diagnostiquer le problème sous-jacent.
Le vrai problème : identifier ce qui ne va réellement pas
Lorsque les pièces présentent des défauts de surface, la réaction naturelle est de changer quelque chose immédiatement. Mais sans comprendre quelle variable de procédé est à l’origine du problème, ces changements aggravent souvent la situation. La première étape consiste à caractériser précisément le défaut.
Rugosité de surface ou rayures: le média est trop agressif, contaminé ou le temps de cycle est trop long.
Bosses ou marques d’impact: le contact pièce contre pièce est trop élevé, ou le ratio média/pièce nécessite un ajustement.
Décoloration ou résidus: la concentration du composé, la qualité de l’eau ou le processus de séchage nécessite une attention.
Bords arrondis ou perte de détails: sur-traitement ou forme du média trop grande pour les caractéristiques de la pièce.
Avant de modifier le processus, inspectez les pièces sous un éclairage approprié afin d’identifier précisément le type de défaut. Ce qui ressemble à un problème de polissage peut en réalité être un problème de coupe ou de nettoyage.
Tableau de diagnostic : associer le symptôme à la cause racine
Symptôme
Cause probable
À vérifier
Ajustement recommandé
La finition de surface est incohérente sur tout le lot
Répartition inégale du média ou contact pièce contre pièce
Ratio média/pièce, chargement machine, flux de composé
Ajuster le ratio, réduire la taille du lot ou ajouter un média amortisseur
Les pièces présentent des rayures ou marques de surface inattendues
Média contaminé, mauvaise forme de média ou cycle trop agressif
Vérifier la propreté du média, la séparation et les bacs de stockage pour des matériaux mélangés
Nettoyer ou remplacer le média, tester une forme de média plus douce ou une taille plus petite
Les arêtes sont arrondies ou les détails fonctionnels sont perdus
Sur-traitement ou média trop grand pour les caractéristiques de la pièce
Mesurer les dimensions critiques avant et après les cycles de test
Réduire le temps de cycle, utiliser un média plus petit, réduire la vitesse ou l’amplitude de la machine
Résidus de surface ou film visible après séchage
Composé sale, mauvaise qualité de l’eau ou rinçage incomplet
Qualité de l’eau, concentration du composé, séquence de rinçage et de séchage
Utiliser de l’eau propre, renouveler le composé à intervalles appropriés, améliorer le processus de séchage
La brillance varie significativement entre les pièces
Conditions de surface initiales mixtes ou traitement inégal
Surface des pièces entrantes, tri des lots, distribution du média
Trier les pièces selon l’état initial, exécuter des lots séparés pour différents états de surface
Sélection du média et du composé : adapter le processus au matériau
Choisir le bon média est tout aussi important que de régler correctement les paramètres de la machine. Le type, la taille et la forme du média déterminent la manière dont la surface est affinée, tandis que la chimie des composés contrôle l’action de coupe, le nettoyage et la brillance finale.
Pour l’ébavurage lourd: ceramic media offre une capacité de coupe agressive pour les métaux ferreux et les alliages plus durs.
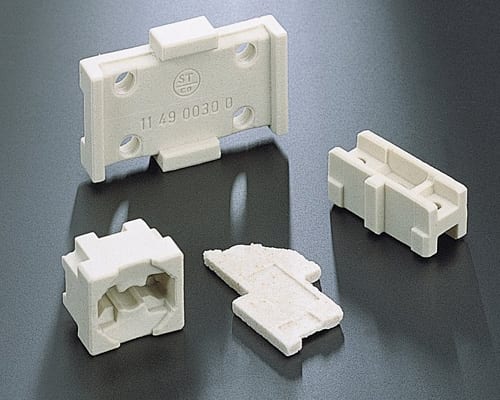
Pour les métaux plus tendres et les pièces délicates: plastic media offre une action de coupe amortie qui protège les détails fins.
Pour une finition brillante: associer un média fin avec des finishing compounds pour obtenir à la fois la rugosité et la brillance souhaitées.
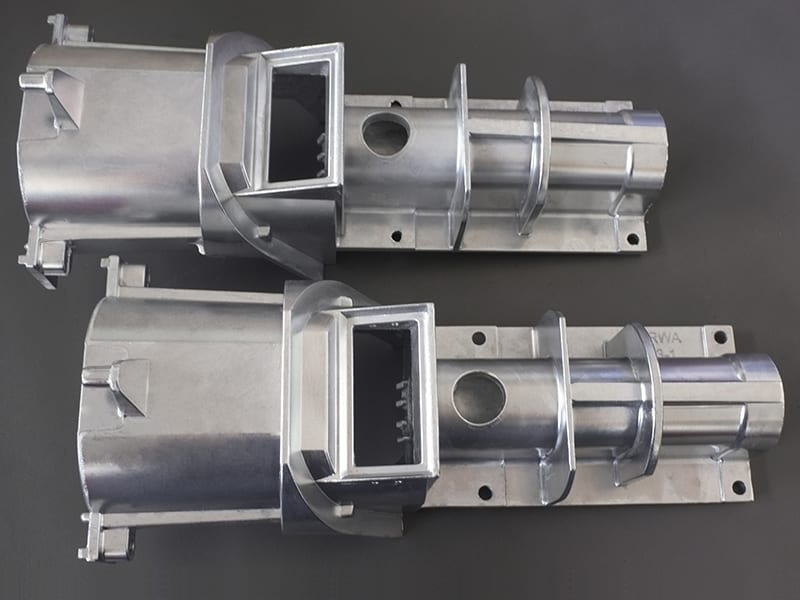
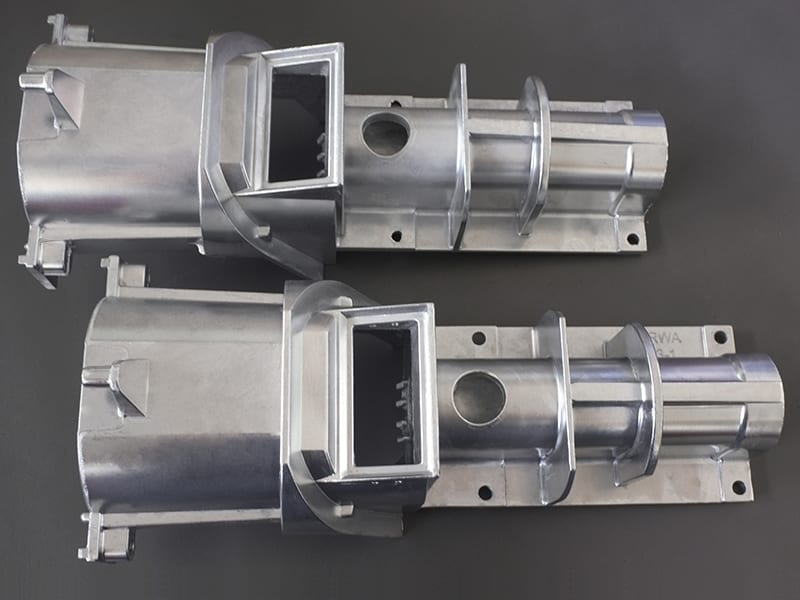
Voir le processus en action
Regardez comment les équipements de finition de surface traitent les pièces dans un environnement de production réel :
Après la finition, inspectez les pièces sous un éclairage approprié pour vérifier la régularité de la surface, la qualité des arêtes et la brillance globale avant de passer à l’opération suivante.
Construire une séquence de finition contrôlée
Pour de meilleurs résultats, structurez le processus en étapes plutôt que de tenter d’obtenir la finition finale en un seul cycle long. Une approche par étapes permet de contrôler chaque variable indépendamment et de vérifier les résultats avant de passer à l’étape suivante.
1. Pré-lissage
Utilisez un média de granulométrie moyenne pour éliminer les bavures et réduire les marques d’usinage. Maintenez un temps de cycle modéré et vérifiez l’avancement à intervalles réguliers.
2. Finition finale
Passez à un média plus fin pour obtenir la qualité de surface cible. Réduisez la vitesse ou l’amplitude de la machine si la géométrie de la pièce nécessite un traitement plus doux.
3. Séparation et rinçage
Séparez soigneusement les pièces du média. Si un procédé humide a été utilisé, rincez abondamment à l’eau propre pour éliminer les résidus de composé.
4. Séchage et inspection
Séchez rapidement les pièces pour éviter les traces d’eau. Inspectez sous éclairage par le dessus et latéral avant de juger le résultat final.
Besoin de confirmer un procédé avant la production en série? Envoyez-nous le matériau de votre pièce, des photos, les dimensions, l’état de surface actuel et la finition cible. Nous pouvons vous aider à vérifier si votre problème est causé par le média, les réglages de la machine, le composé, la qualité de l’eau ou la manipulation après finition.
Contactez notre équipe de finition →
Erreurs courantes à éviter
Allonger uniquement le temps de cycle. Un temps plus long peut augmenter la chaleur, l’arrondissement des arêtes et les dommages pièce contre pièce si la cause racine est le média ou le composé.
Passer immédiatement à un média plus agressif. Une taille de média plus petite ou une forme différente résout souvent le problème sans risquer d’endommager la surface.
Ignorer la propreté du média. Un média sale, des types de médias mélangés ou des fines métalliques dans la cuve peuvent rayer des pièces qui devraient être polies.
Ignorer les cycles de test. Exécutez toujours un petit lot d’échantillons pour confirmer le procédé avant de lancer la production complète.
Surcharge de la machine. Trop de pièces dans un lot peut provoquer des dommages par impact, une finition inégale et des temps de cycle plus longs.
Évaluer les pièces lorsqu’elles sont humides. Le film d’eau peut masquer les rayures et les résidus jusqu’à ce que le séchage les révèle. Inspectez après séchage sous un éclairage approprié.
Solutions associées
Ces pages peuvent vous aider à comparer des machines, médias, composés et procédés adaptés :
Vibratory Finishing Machine Grinding Finishing Machine Disc Finishing Machines Barrel Finishing Machines Magnetic Finishing Machines Steel Finishing Media
Besoin d’un avis d’expert pour votre procédé de finition?
Envoyez-nous le matériau de votre pièce, des photos, les dimensions, l’état de surface actuel, la finition cible et la quantité de lot. Notre équipe peut vous aider à recommander des "finishing machines", des médias, des composés et une orientation de procédé de test pour votre application spécifique.
finishing machines
, des médias, des composés et une orientation de procédé de test pour votre application spécifique.
Demander une assistance de procédé →










 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge 









 +86-592-2381506
+86-592-2381506 