Comment polir des pièces en aluminium concaves sans surfaces ternes ni arrondir les arêtes
May 08 , 2026
Comment polir des pièces en aluminium concaves sans surfaces troubles ni arrondis d’arêtes
Les pièces en aluminium concaves sont difficiles à polir en production par lots, car la cavité courbée ne reçoit pas le même contact de média que les surfaces planes. Une zone peut devenir brillante, tandis que la courbe interne reste trouble, mate ou légèrement rayée. Si le processus est rendu plus agressif, les arêtes peuvent s’arrondir avant que la surface concave ne soit complètement corrigée.
C’est un problème courant sur les boîtiers en aluminium, les accessoires décoratifs, les pièces de moto, les composants d’éclairage, les pièces de quincaillerie et les pièces courbes usinées CNC ou moulées sous pression. La solution ne consiste pas simplement à « prolonger le temps de traitement ». Le processus doit équilibrer l’accès du média, la force de coupe, la protection des pièces, le contrôle du composé et la finition brillante finale.
Réponse rapide: Si la zone concave reste trouble tandis que les bords extérieurs deviennent trop arrondis, le processus est généralement trop agressif aux mauvais endroits et trop faible à l’intérieur de la cavité. Commencez par vérifier la taille du média, la forme du média, le chargement des pièces, le composé et si le processus nécessite deux étapes : un lissage contrôlé d’abord, puis un polissage brillant final.
Pourquoi les surfaces en aluminium concaves sont difficiles à finir
En finition de masse, le média enlève les bavures et améliore les surfaces grâce à des contacts répétés de glissement, de roulage et d’impact. Les surfaces planes externes reçoivent facilement le contact du média. Les surfaces concaves sont différentes : le média peut passer au-dessus de la cavité, ne contacter que le bord, ou traverser la courbe sans suffisamment de pression.
Cela crée un conflit de production typique : le bord extérieur et le rebord sont finis trop rapidement, mais la surface courbe interne reste terne. Si l’opérateur prolonge le temps de cycle, le bord peut perdre sa définition avant que la cavité ne devienne brillante.
Commencez par diagnostiquer le problème de surface
Avant de modifier le média ou les réglages de la machine, inspectez l’endroit où le défaut apparaît. Une surface concave trouble peut avoir différentes causes, et chaque cause nécessite une correction différente.
Symptôme
Cause probable
À vérifier
Ajustement recommandé
La zone concave est trouble, le bord est brillant
Le contact du média est concentré sur le bord
Taille du média, orientation de la pièce, profondeur de l’évidement
Essayez un média plus petit ou mieux formé capable de pénétrer la courbe plus uniformément
Les arêtes sont arrondies avant que la surface interne ne s’améliore
Le temps de cycle ou la force de coupe est trop élevé
Rayon des arêtes, durée de traitement, agressivité du média
Réduire la durée de l’étape de coupe et séparer le lissage du polissage
La surface présente un film gris après finition
Fines d’aluminium, composé inadapté, eau sale
Clarté de l’eau, type de composé, propreté du média
Améliorer le rinçage et utiliser un composé de finition compatible avec l’aluminium
La finition brillante est inégale d’une pièce à l’autre
Les pièces se protègent entre elles ou le chargement est trop dense
Rapport pièce/média, taille du lot, imbrication des pièces
Réduire la densité de chargement et empêcher l’empilement des pièces dans la cuve
De petites rayures persistent à l’intérieur de la courbe
Le média est trop grossier ou les marques d’usinage initiales sont profondes
Rugosité de surface initiale, grade du média, séquence de polissage
Ajouter une étape de finition plus fine avant le polissage brillant final
Choisir le média selon la géométrie, pas uniquement selon le matériau
L’aluminium est mou, donc "médias plastiques" sont souvent plus sûrs lorsque des surfaces visibles doivent être protégées. Mais pour les pièces concaves, la forme et la taille du média peuvent être plus importantes que le matériau du média seul.
média plastique sont souvent plus sûrs lorsque des surfaces visibles doivent être protégées. Mais pour les pièces concaves, la forme et la taille du média peuvent être plus importantes que le matériau du média seul.
Si le média est trop grand, il peut ne polir que le bord et la surface extérieure. S’il est trop petit, il peut ne pas créer assez de pression ou devenir difficile à séparer. Les médias coniques, pyramidaux, à coupe angulaire ou arrondis doivent être testés en fonction de la courbe réelle, des fentes, des trous et de la conception des arêtes de la pièce.
Média céramique peut être utile pour la première étape de lissage lorsque les marques d’usinage ou la texture de fonderie sont importantes, mais il doit être contrôlé avec soin sur les surfaces décoratives en aluminium. Pour la finition brillante, une étape plus douce peut être nécessaire après l’étape de coupe.
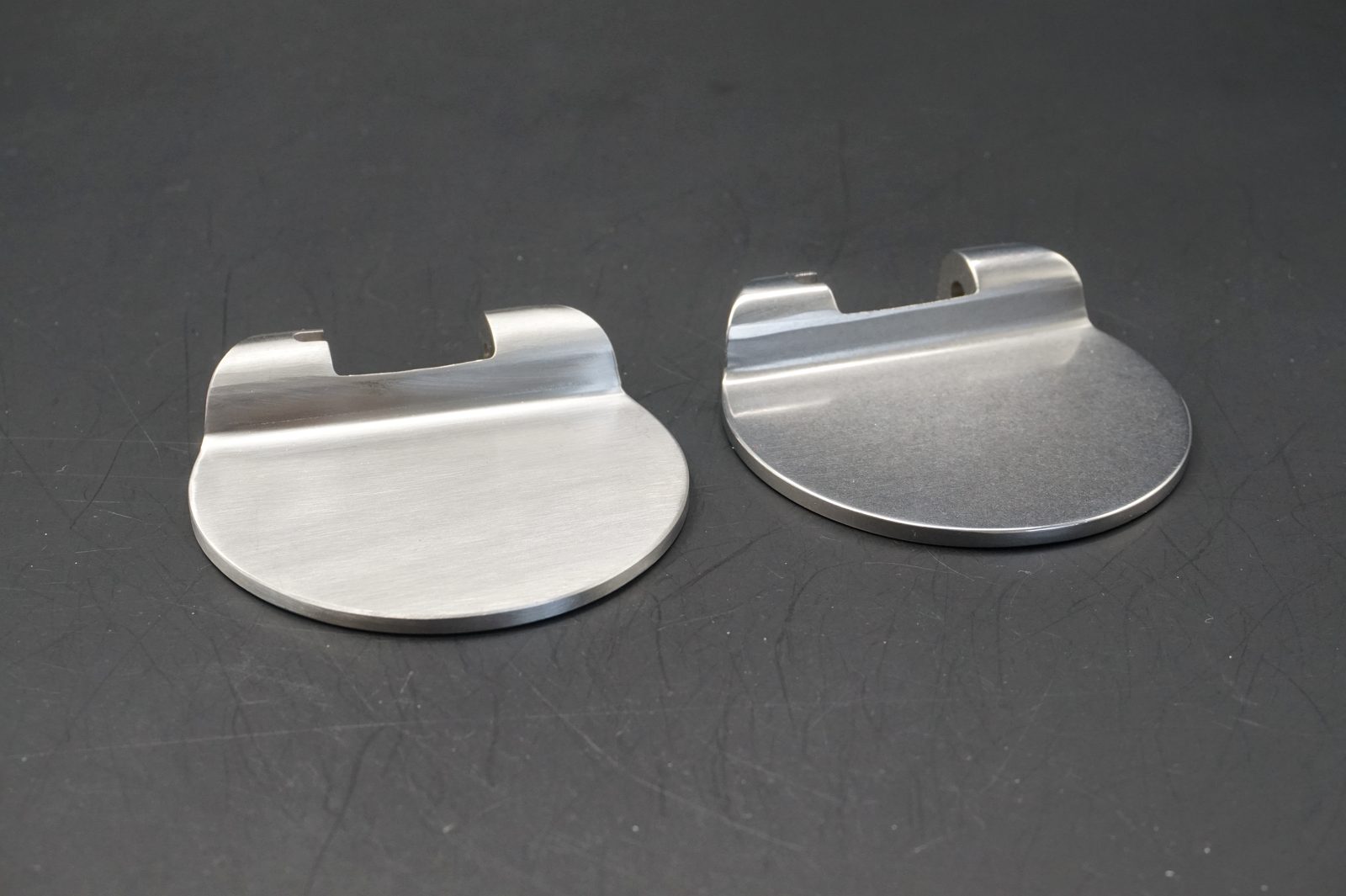
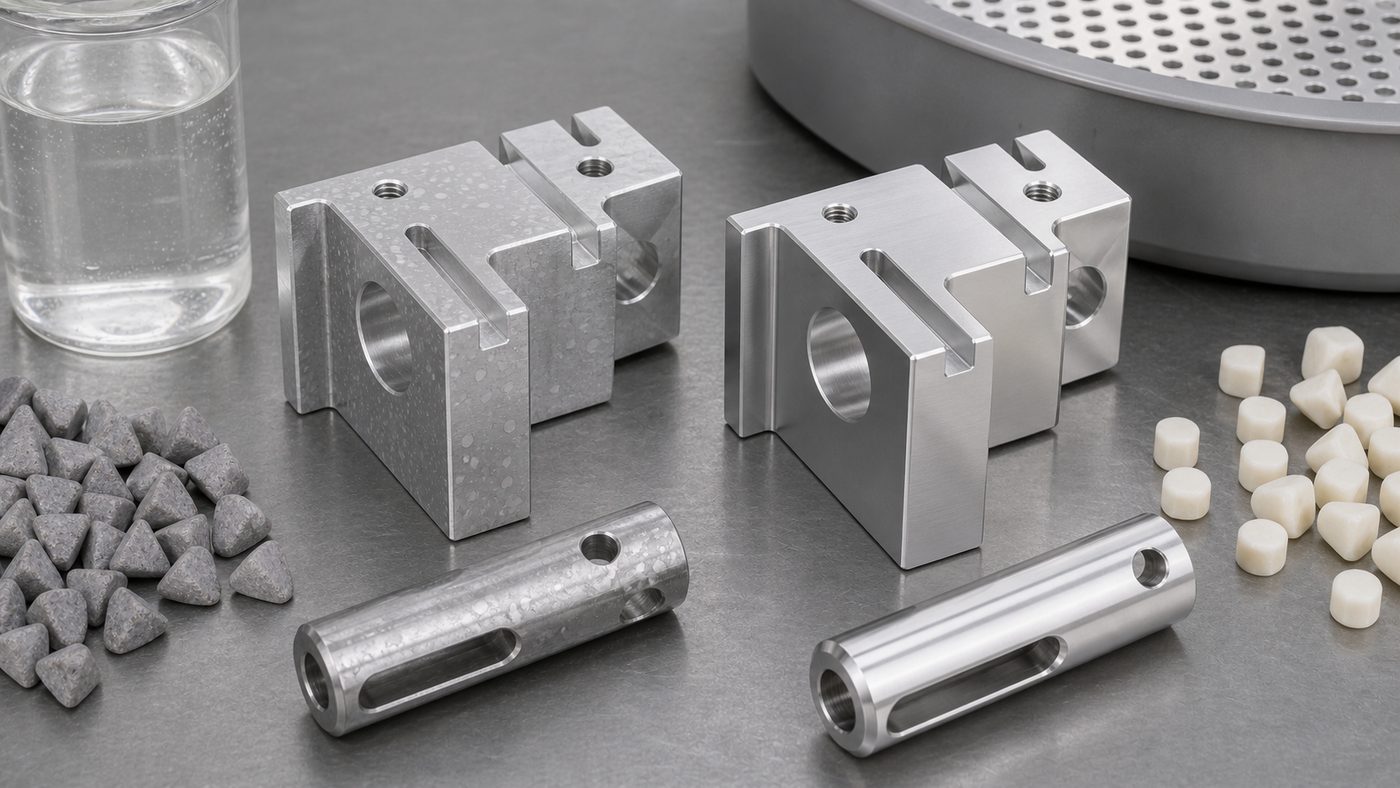
Comparaison réelle du polissage de l’aluminium : le processus doit améliorer la surface courbe sans trop couper les arêtes et le bord.
Ne pas résoudre tous les problèmes en prolongeant le temps de cycle
Prolonger le temps de cycle est l’une des erreurs les plus courantes lorsque les surfaces concaves ne deviennent pas brillantes. Cela peut améliorer légèrement la cavité, mais cela augmente aussi l’arrondissement des arêtes, le contact pièce contre pièce, l’usure du média et l’incohérence de surface.
Une meilleure approche consiste à ajuster la qualité du contact. Cela peut impliquer de changer la forme du média, de réduire la charge des lots, d’améliorer le flux de liquide ou d’utiliser un processus en deux étapes. Pour de nombreuses pièces en aluminium, la première étape doit éliminer les marques et lisser la surface ; la seconde doit affiner la brillance sans coupe excessive.
Contrôler le chargement et l’imbrication des pièces
Les pièces concaves peuvent s’emboîter pendant la finition. Lorsque les pièces s’empilent ou se protègent mutuellement, certaines surfaces reçoivent peu de contact du média tandis que les bords exposés en reçoivent trop. Cela est particulièrement courant avec les pièces en aluminium en forme de cupule, de capuchon et courbes.
Si l’emboîtement se produit, réduisez la taille du lot, augmentez le support du média ou testez un autre mouvement de machine. Une "machine de finition vibratoire" standard fonctionne bien pour de nombreuses pièces en aluminium, mais les pièces longues, fragiles ou facilement emboîtables peuvent nécessiter un chargement contrôlé ou une configuration de finition différente.
machine de finition vibratoire fonctionne bien pour de nombreuses pièces en aluminium, mais les pièces longues, fragiles ou facilement emboîtables peuvent nécessiter un chargement contrôlé ou une configuration de finition différente.
Utiliser un composé pour garder l’aluminium propre
Les fines d’aluminium peuvent donner à la surface un aspect gris ou trouble après finition. Le bon "composé de finition" aide à suspendre les particules enlevées, à réduire les dépôts, à améliorer la lubrification et à garder la surface plus propre pendant le traitement humide.
composé de finition aide à suspendre les particules enlevées, à réduire les dépôts, à améliorer la lubrification et à garder la surface propre pendant le traitement humide.
Si l’eau devient rapidement sombre ou si les pièces semblent grises après rinçage, vérifiez la concentration du composé, le débit d’eau, la propreté du média et si le liquide de procédé est remplacé suffisamment souvent. Une surface trouble n’est pas toujours un problème de polissage ; parfois c’est un problème de nettoyage et de chimie.
Quand utiliser un processus en deux étapes
Un seul processus peut ne pas suffire lorsque la pièce présente des marques d’usinage, une courbe concave et une exigence d’aspect brillant. Dans ce cas, séparer le travail en deux étapes est plus stable.
Étape 1: lissage contrôlé pour réduire les marques d’usinage, les bavures et la rugosité sans perte excessive des arêtes.
Étape 2: finition ou polissage plus fin pour améliorer la brillance et l’uniformité de surface.
Contrôle final : inspectez la zone concave, le bord, les fentes, les trous et tout bord visible sous un éclairage constant.
Si des traces d’eau apparaissent après l’étape humide, ajoutez ou améliorez l’étape de séchage. Pour des pièces en aluminium brillant, un rinçage rapide et un séchage contrôlé peuvent être aussi importants que le choix du média. Les sécheurs peuvent aider à maintenir la constance de la surface finale.
Erreurs courantes à éviter
Utiliser un média abrasif agressif parce que la zone concave est encore trouble.
Augmenter le temps de cycle jusqu’à ce que le bord devienne arrondi.
Choisir le média uniquement selon le matériau aluminium, sans vérifier la profondeur des cavités et le rayon de courbure.
Charger trop de pièces de sorte que les surfaces concaves se protègent mutuellement.
Ignorer l’eau sale, les fines d’aluminium et les résidus de compound lors du diagnostic des surfaces troubles.
S’attendre à ce qu’un seul processus élimine les marques brutes et crée en même temps une finition brillante.
Solutions associées
Si vous mettez en place un processus stable pour des pièces en aluminium concaves, ces pages peuvent vous aider à comparer des machines, des médias, des composés et des équipements de séchage adaptés :
Machine de finition vibratoire Média plastique Média céramique Composés de finition Sécheurs industriels Applications de finition
Besoin d’un test de polissage pour des pièces en aluminium concaves ?
Envoyez-nous les photos de vos pièces en aluminium, l’alliage, la profondeur concave, les exigences de bord, l’état de surface actuel et la finition cible. JINTAIJIN peut vous aider à déterminer si le processus doit utiliser un média plastique, un média céramique, une méthode de polissage en deux étapes ou une méthode de chargement différente.
Contactez notre équipe de finition pour une assistance au polissage de l’aluminium concave












 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge 









 +86-592-2381506
+86-592-2381506 